 +55 11 96421-0493
+55 11 96421-0493Monitoreo de procesos de producción en red para la industria metalúrgica
Ralf Renz / Dipl.Ing. Thomas Kopka
Schwer+Kopka GmbH, Weingarten, Alemania

1- Introducción
La producción en masa en los sectores de conformación, estamparía o corte de piezas metálicas sólo será exitosa cuando los productos sean fabricados y suministrados con la mejor calidad posible, en el menor tiempo posible, con óptima utilización de la máquina y con el menor costo posible.
Por muchos años, Schwer+Kopka está junto a los productores en el piso de fábrica a través de nuestros sensores y sistemas de monitoreo de proceso. Tenemos nuestros dedos en el ritmo cardiaco del proceso de producción. Los terminales de monitoreo de procesos y los sistemas de recolección de datos son parte integrante de muchas operaciones de conformación de metales hoy en día y representan una herramienta indispensable para la fabricación efectiva.
2- Aplicaciones y fallas detectables
2.1 Conformación en frío
 Monitoreo de las fuerzas de conformación en cada etapa con sensores individuales en conformadoras en frío de múltiples estaciones; boltmakers, nutformers y cold headers para detectar fallas en las herramientas, fallas de alimentación, fallas de transferencia, sobrecargas, etc.
Monitoreo de las fuerzas de conformación en cada etapa con sensores individuales en conformadoras en frío de múltiples estaciones; boltmakers, nutformers y cold headers para detectar fallas en las herramientas, fallas de alimentación, fallas de transferencia, sobrecargas, etc.
2.2 Forja a Caliente
Monitoreo del proceso de forja en máquinas de forjado en caliente de múltiples estaciones, trabajando a partir de alambres o barras. Los sensores en cada estación más la estructura de la máquina detectan fallas de transferencia, fallas de herramientas y sobrecargas. Además, el sistema monitoreo el cambio adecuado de la barra Tambien se puede monitorear.
2.3 Laminación de Rosca
El monitoreo de las fuerzas de desplazamiento en los peines o rodillos de laminación, en las máquinas laminadoras de rosca, detecta el tamaño incorrecto de los blanks, las piezas derrapando, las fugas, las reversiones de la pieza en los peines y mucho más. También tiene un indicador de arranque en los peines.
2.4 Estampación de chapa metálica
Monitoreo completo del proceso de estampado de chapa para todos los tipos de errores con sensores de carga de prensas, sensores de fuerza en la matriz y sensores binarios para detectar fallas como sobrecarga, aumento de escaras y fragmentos, rotura de punción, grietas, etc.
3 Principio básico del monitoreo de proceso
Los monitores de proceso “observan” un proceso de fabricación a través de sensores adecuados, “aprenden” el perfil de señal correcto del sensor para un ciclo de la máquina y entonces comprueban si cada señal de sensor es idéntica o casi idéntica a las curvas de perfil “aprendidas”, dentro de los límites de control aceptables. Estas señales del sensor pueden ser fuerza, torque, emisión acústica, deformación, tensión, carga del motor eléctrico o cualquier otros métodos adecuados para medir el proceso de producción.
Los perfiles de producción capturados por los sensores son analizados por diferentes métodos y estrategias, garantizando un óptimo resultado de monitoreo. El monitoreo de curva sobre de alta resolución es hoy considerado uno de los procedimientos más eficaces y confiables para analizar y monitorear máquinas, incluso en las más altas velocidades de producción. Si la señal no coincide con el trazado calculado o pierde otros criterios, algo ha salido mal en el proceso. Tal vez una herramienta se haya rompido, una pieza está faltando o hay un problema con la máquina. Cualquiera que sea la causa, el monitor mostrará un mensaje de error, avisará al operador donde ha ocurrido el problema y parará la máquina.
3.1 Monitoreo de curva envuelta (envelope curve)
El sistema de monitoreo coloca automáticamente una banda envuelta adecuada con límites superiores e inferiores alrededor de la curva de fuerza aprendida. El Mandón Auto Enveloper ajusta la anchura de la curva envuelta perfectamente a la variación de la señal de fuerza; estos limites son apretados donde la señal es estable y más anchos donde la señal es inestable. Esto garantiza que siempre trabaje con límites de ajuste perfectos.
El potente procesador de señal es capaz de monitorear máquinas con más de 2.000 ciclos por minuto. Todos los monitores de proceso de Schwer+Kopka están diseñados para compensar cualquier variación en la velocidad o RPM de la máquina para evitar paradas de máquina innecesarias.
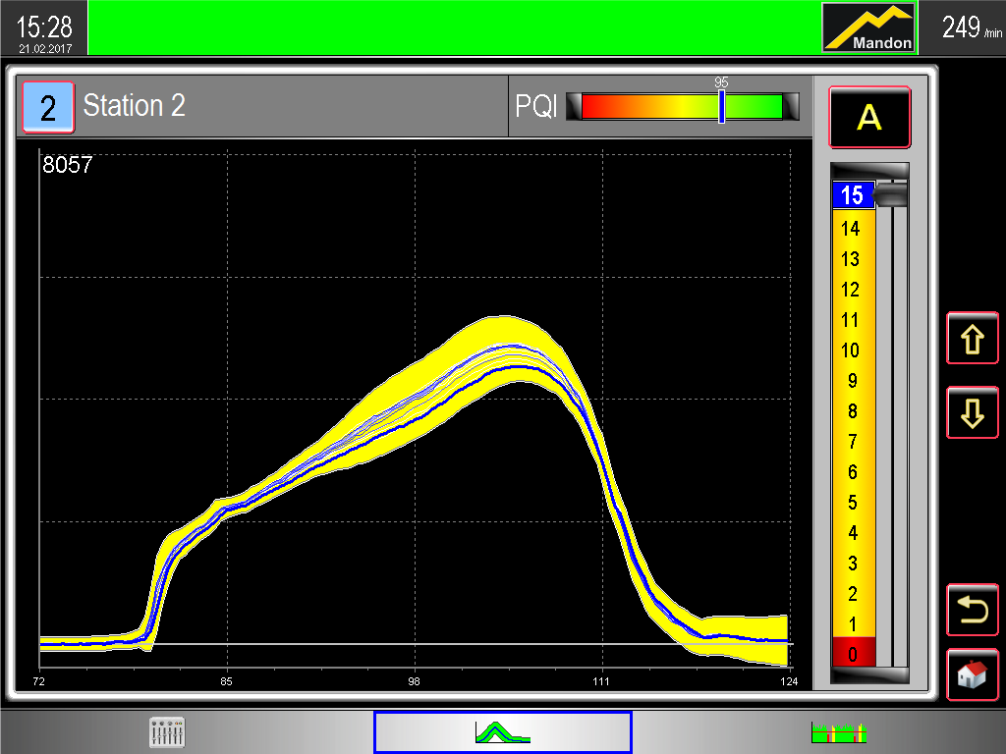
Figura 1: Monitoreo de curva envuelta
Si la señal de fuerza medida no encaja en la curva envuelta aprendida, el sistema de supervisión interrumpe la máquina automáticamente para evitar más daños y más piezas defectuosas. El monitor muestra un mensaje de error que indica exactamente dónde se produjo el error y qué tipo de error se detectó. Esto permite que el operador encuentre el problema con facilidad y coloque la máquina de nuevo a la producción rápidamente.

Figura 2: Detección de errores con el monitoreo por curva envuelta
Monitoreo de carga pico
Por naturaleza, algunos procesos de fabricación muestran un alto grado de variación en las señales medidos. Por lo tanto, aplicar la técnica de sobre puede ser muy sensible. En este caso, el canal puede ser conmutado para monitoreo de carga de pico. El sistema compara la señal con una línea de límite superior e inferior ajustable. Si una señal medida es superior al límite máximo o no alcanza el límite inferior, la máquina se detiene inmediatamente.
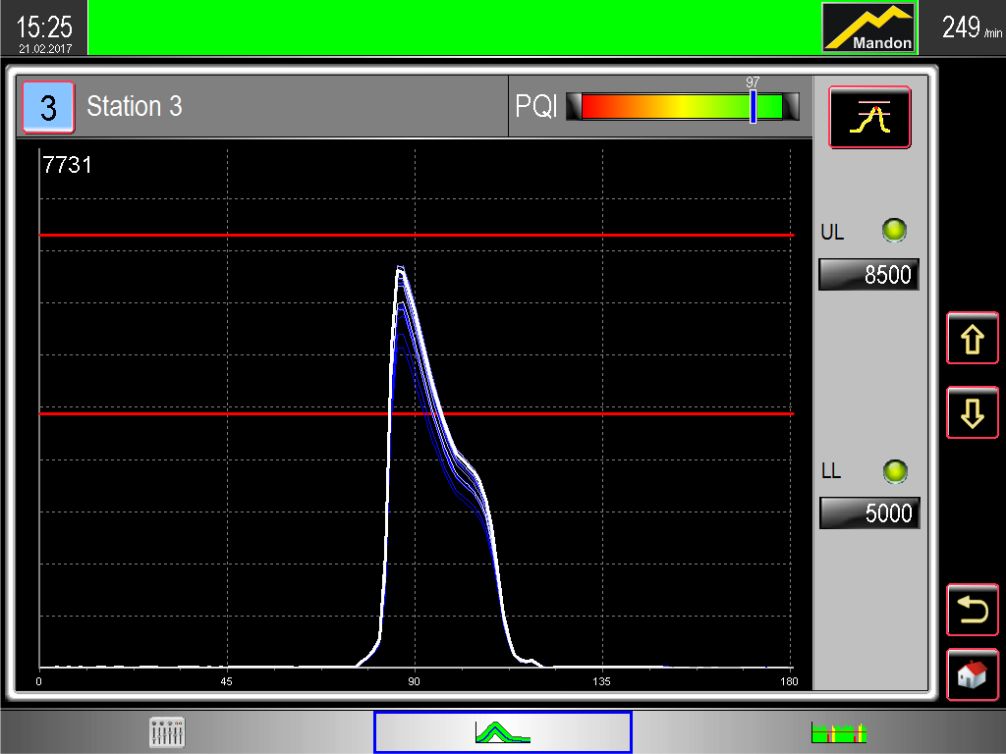
Figura 3: Monitoreo de carga de pico
3.2 Monitoreo de Tendencias
Las señales de fuerza también pueden aumentar o disminuir gradualmente a lo largo del tiempo sin sobrepasar ningún límite definido. Este efecto se denomina tendencia. Los sistemas Schwer+Kopka ofrecen una opción de Monitoreo de Tendencias, que impide que las señales medidos aumenten o disminuyan más allá de los límites aceptables. Los límites se definen y se activan fácilmente.
Si las fuerzas superan el límite superior de tendencia o caen por debajo del límite inferior de tendencia, la máquina se detiene inmediatamente. La razón de tal cambio en el nivel de fuerza puede ser relacionada a la herramienta o a la máquina. El monitor de nuevo proporciona un mensaje de error que indica exactamente dónde se produjo el error y qué error de tendencia se detectó. El seguimiento de tendencias es una característica de seguridad adicional que impide que el proceso se aleje de las configuraciones iniciales.
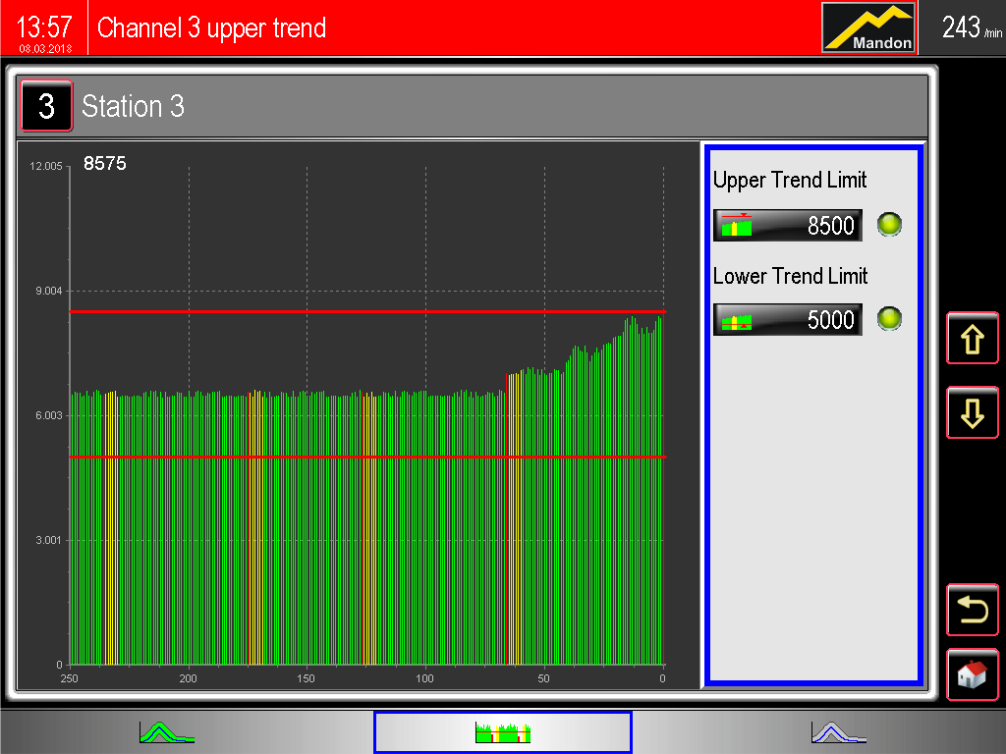
Figura 4: Detección de errores con el seguimiento de tendencias
4 Tecnología de Sensores
Cada sistema de monitoreo de proceso depende de la calidad de la señal de medición y, por lo tanto, de un tipo de sensor adecuado y del punto de medición seleccionado.
4.1 Tipos de sensores
El montaje de sensores piezoeléctricos o de tensiones en varias máquinas o piezas de herramientas para registrar cargas mecánicas (fuerza, tensión, etc.) es el negocio diario de Schwer+Kopka.
4.1.1 Sonda de detección piezoeléctrica
La sonda piezoeléctrica es el estándar para medir la tensión y las fuerzas dentro de las piezas de la máquina. El sensor se instala en el agujero de 8 mm estándar de la industria, que se ejecuta perpendicularmente a la dirección de la fuerza a medir. El sensor se puede acoplar de manera recortada en agujeros más profundos. Una herramienta especial de ensambleje del sensor está disponible para posicionar y apretar el sensor de la manera correcta.
4.1.2 Sensor piezoeléctrico en formato de disco plano
Utilizado para medir señales de fuerza híbrida / emisión acústica en piezas de máquinas. El sensor se instala fácilmente pegándolo con adesivo a la superficie de una pieza de máquina o cementando en un bolsillo preparado.
4.1.3 Sensor piezoeléctrico en diseño especial
Estas piezas de la máquina incluyen, por ejemplo, placas de remoción en herramientas de estampado, cuñas de ajuste y piezas de relleno en prensas de conformación en frío, porta-herramientas y de máquinas de corte y mucho más.
También equipamos tornillos para herramientas de fijación o ajustamos componentes de herramientas con sensores de fuerza integrados.
4.2 Posiciones del sensor
Cada posición del sensor tiene sus ventajas y desventajas. Cuanto más cerca del sensor esté de la operación, mejores serán las señales medidas. Sin embargo, la implementación es significativamente más difícil y, por lo tanto, más cara.
4.2.1 Sensores en máquinas de conformación en frío y forja en caliente

Figura 5: Sensores en máquinas de conformación en frío y forja en caliente
4.2.2 Sensores en máquinas de laminación de roscas

Figura 6: Sensores en máquinas de laminación de roscas
4.2.3 Sensores en máquinas de estampado

Figura 7: Sensores en máquinas de estampado
5 Producción con monitoreo en red
5.1 La clave para una mayor eficiencia y transparencia en la fabricación
La información precisa es vital para actuar eficazmente. Este mensaje es particularmente cierto para las operaciones de manufactura donde el conocimiento exacto de la situación actual del suelo de fábrica es necesario para controlar el flujo de mercancías y juzgar la eficiencia del proceso de producción. Sólo la información precisa y actualizada permite que la administración funcione de manera eficaz en un entorno de producción masivo. La manera antigua de reunir datos de suelo de fábrica “caminando por ahí, tomando notas, escribiendo números en un sistema e imprimiendo varias estadísticas” no es como un sistema moderno de informes de producción debe ser. El sistema de ejecución de fabricación SK-go! (MES) proporciona las respuestas.
5.2 Mejores prácticas para implementar la producción con monitoreo en red
A continuación se muestra una solución sugerida, dividida en tres etapas:
A través de la colaboración de especialistas en pruebas de producción e integradores de sistemas de Schwer+Kopka, soluciones eficientes y direccionadas pueden ser creadas mientras se adaptan exactamente a las demandas de la industria metalúrgica.
5.2.1 Procesar sistemas de monitoreo como concentrador para el flujo de datos
En la industria metalúrgica, los sistemas de monitoreo que ofrecen seguridad de herramientas y protección de máquinas son estándar desde hace décadas. Conectados, estos sistemas también sirven como terminal de grabación y visualización para datos de aplicaciones de gran tamaño, como Manufacturing Execution Systems (MES), Computer Aided Quality (CAQ) y Enterprise Planning Planning (ERP).
5.2.2 Monitoreo de las condiciones de 360° de las máquinas
Una nueva herramienta de monitoreo de sistemas es el monitoreo de condiciones de máquinas. A través de sensores adecuados y del lugar de medición compatible, datos importantes de la condición, presión hidráulica, niveles de llenado de tanques de almacenamiento, temperaturas de piezas o de lubricantes y refrigerantes, así como el consumo de electricidad y aire comprimido pueden ser medidos. El valor agregado está en el procesamiento en tiempo real de los sensores. Con el uso adecuado, paradas y colapsos de máquina emergentes pueden ser anticipados y, por lo tanto, evitados. Esto hace que el monitoreo de condiciones un componente importante para el mantenimiento preventivo real y el mantenimiento basado en condiciones.
Los sistemas de monitorización modernos se pueden conectar directamente con sensores simples con una señal estándar de 0-10V o 420 mA, así como sensores inteligentes con interfaz OPC-UA.
El sistema muestra los valores del sensor en una línea de tiempo en el sistema de monitoreo. Teniendo ambos, un límite superior e inferior de aviso y parada, el sistema es capaz de monitorear los valores del sensor de forma independiente, informando sobre el estado y apagando la máquina, si es necesario, para proteger contra daños.

Figura 8: Monitoreo de la condición muestra la correlación entre la temperatura y la velocidad de la máquina (RPM): incluso un ligero aumento en la velocidad tiene un efecto significativo en la temperatura del motor
5.2.3 Registro, documentación y análisis de datos de proceso
El “Big Data“, cuyo valor agregado debe ser generado, consiste en el análisis combinado de datos técnicos y económicos. Los datos técnicos son generados por los sensores a nivel del campo y son proporcionados por el sistema de monitoreo. Los datos económicos, por ejemplo: asignaciones de trabajo, herramientas y reservas de materiales, se combinan con otras aplicaciones operativas y también se gestionan mediante el MES.

Figura 9: Diseño del sistema de una producción monitoreada en red para registrar datos económicos y datos técnicos
El recientemente desarrollado Process Tracking Office (PTO) registra automáticamente los siguientes datos;
Todos los datos se documentan automáticamente a través de un búfer circular con tiempo o límite de almacenamiento y permanecen disponibles para análisis extensivo. Como los datos económicos de las aplicaciones operativas como ERP, CAQ y TMS están siendo recogidos por SK-go!® MES, los datos se superponen y se filtran como un estándar. Esto posibilita un análisis dirigido con referencia de trabajo, artículo y herramienta o material. Los títulos de marcadores ayudan a encontrar rápidamente determinados eventos. los comentarios e imágenes se pueden adjuntar a cada evento para permitir una documentación aún mejor.
Especialmente para la certificación IATF 16949, las órdenes de fabricación se pueden registrar sin lagunas. El departamento de calidad puede probar que las instrucciones de instalación se han implementado y que el proceso ha sido estable y repetible con el apriete de un botón. Esta característica soporta especialmente la administración de reclamaciones de clientes.

Figura 10: La PTO con monitoreo de condiciones muestra varias medidas en comparación
Diferentes medidas pueden ser exhibidas y comparadas en gráficos para sacar conclusiones y encontrar correlaciones, por ej. aumento continuo de la fuerza durante el calentamiento en una máquina formadora
Todos los valores registrados automáticamente, incluyendo datos históricos, se pueden combinar en un protocolo significativo, de modo que la persona que está evaluando pueda obtener una breve visión general de los datos recopilados. El PTO está documentando los valores medidos y proporciona utilidades relevantes para el análisis. Se complementa con una interfaz preparada para sistemas de terceros, como MatLab, para permitir un análisis más detallado.
Los sistemas de grabación de datos totalmente automáticos, como la PTO, que documentan permanentemente las señales del sensor y los comparan con datos operativos, ofrecen las siguientes ventajas:
Esta solución es independiente del fabricante de la máquina y abre a las empresas de la industria de conformación una entrada rápida y orientada al costo-beneficio en el mundo de la Industria 4.0, que está trabajando de forma totalmente automatizada.
5.2.4 Administración de alertas
Si el ámbito descrito anteriormente es extendido por una administración de alertas adecuada, tendrá un sistema activo que puede reducir aún más los tiempos de parada de las fábricas, ya que el responsable sigue de acuerdo.
A través de configuraciones definibles, las mediciones y los parámetros de configuración pueden monitorearse proactivamente. Los empleados responsables serán notificados en el lugar de trabajo, en la oficina, en la dirección de Andon o en la carretera por correo electrónico, SMS u otros servicios de mensajería cuando se contrata alguna de las configuraciones.
Como es de esperar, se puede implementar la administración escalonada adecuada. La prioridad de cada alerta ayuda a encontrar con seguridad la alerta más importante en el flujo de mensajes. Todas las alertas iniciadas, así como los tiempos de reacción correspondientes, se documentan automáticamente.
Figura 11: Sistema de monitoreo con administración de alertas
En Schwer+Kopka, proporcionamos todo el sistema desde una única fuente, empezando por los sensores y el sistema de monitoreo en la máquina, hasta un paquete de software MES completo con interfaces de datos para sus sistemas ERP y CAQ. A través de la colaboración de expertos del sector de producción e integradores de sistemas de Schwer+Kopka, está garantizado que las soluciones listas para la industria sean establecidas.
Los sistemas de monitoreo, proporcionando seguridad de máquina y protección contra sobrecarga, han sido usados en la industria metalúrgica desde hace décadas. Junto con el monitoreo del proceso, el monitoreo de condiciones es una herramienta adicional para los equipos de mantenimiento mejorar la confiabilidad y la disponibilidad de las fábricas.
Ya existen soluciones prácticas de TI, como Process Tracking Office y Alert Manager, para empresas que actualmente no están procesando flujos de datos automáticos y, por lo tanto, no están aprovechando las ventajas.
El PTO es, por así decir, la navaja suiza para un análisis extensivo del proceso y ayuda a entender mejor las correlaciones dentro de la fabricación y perfeccionarlas aún más.
Además, Alert Manager está informando y dando soporte al operador, el mantenimiento y la administración cuando se violan totalmente los límites definidos, totalmente automatizados y sin personal adicional. Esto minimizará las paradas no planificadas de máquinas.

